Hotline£º
400-838-7366
 /
/

/




 /
/
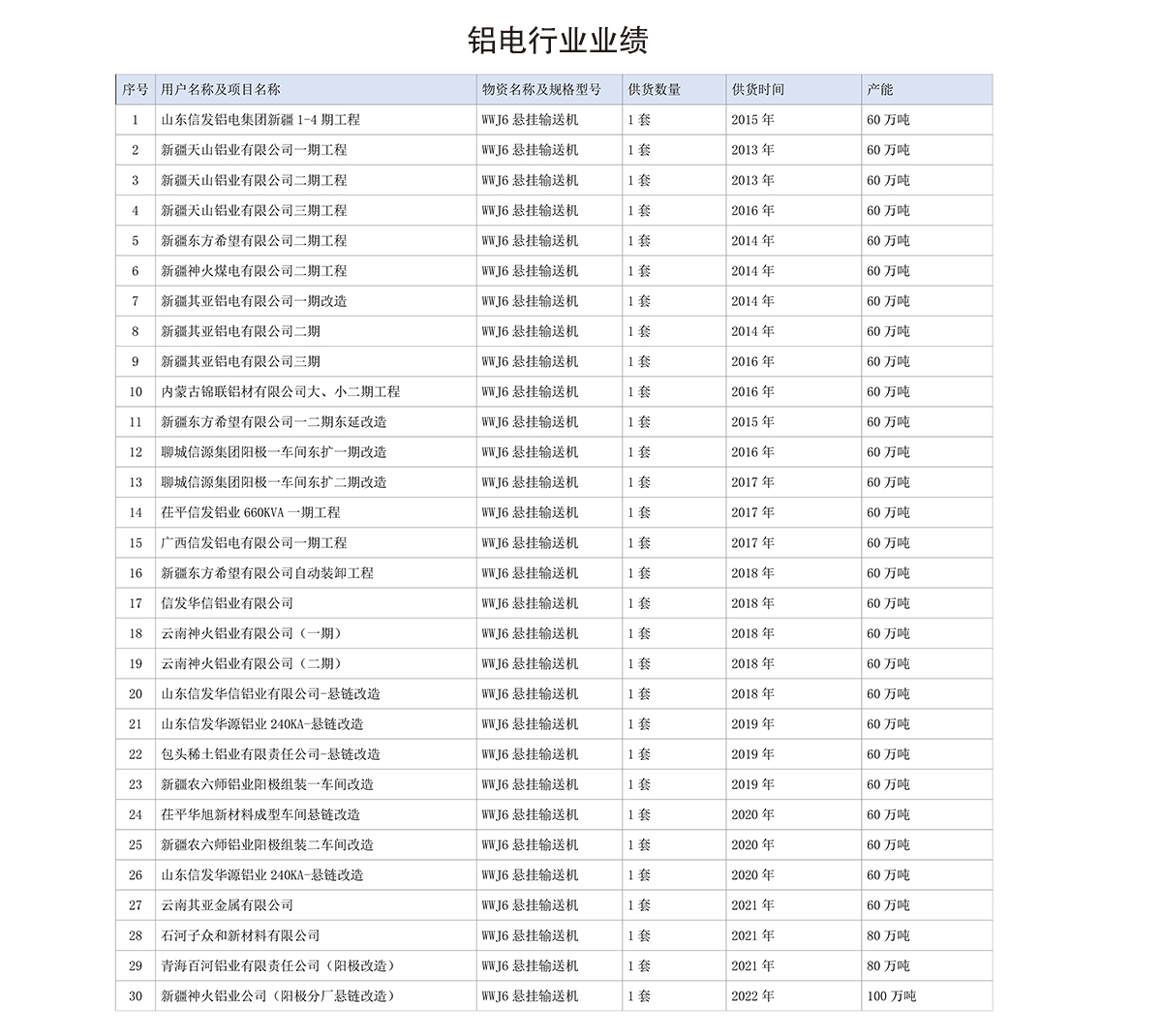
Jinlong provides conveying systems for aluminum industry such as: anode assembly and transportation lines, carbon block cooling and transportation lines, and anode grouping systems. Jinlong has undertaken more than 10 domestic engineering projects in the aluminum industry, including the 660KA rodded anode assembly line of (Shandong) XINFA Group which is the largest in Asia, Xinjiang XINFA Phase 1-4, Xinjiang EAST HOPE, Xinjiang SHENHUO, Baotou Aluminum, and other rodded anode assembly lines, and XINFA carbon block cooling lines.
Butts striping station Two stripping machines were installed in parallel for butts striping station, which is used for crushing the residual carbon blocks and drop them onto the conveyor below. Electric trolley was provided by stripping machine manufacturer. Ferrophosphate ring stripping station The remaining ring after butts stripper operation should be removed before the guide rod is reused. Each cycle press off 2 rings. Guide rod alignment station The hydraulic system of alignment equipment will help align the slightly bent aluminum guide rod. Alignment pressure should be adjustable and the equipment should be capable of rotating to align the deformation of the guide rod in all directions. The alignment operation is completed by operator with control button. Steel claw straightening station The equipment can simultaneously process four steel claws that are bent by heat. First it will heat them to a suitable temperature by medium frequency inducting heating and then straightening them. The equipment shall have functions such as guide rod centering, clamping, equipment lifting, heating, and straightening, as well as supporting facilities. Steel claw shot blasting station The machine is used to remove electrolytes from the steel claw before rod anode assembly. Graphite coating station A mixture of graphite and kerosene will be immersed on the surface of steel claw by lifting device of the equipment. Before graphite coating station there will be an accumulation station on overhead conveyor, which can stop one trolley. Graphite drying station The device dries kerosene in the mixture of graphite and kerosene attached to the surface of the steel claw. In front of graphite drying station an accumulation space will be set on the conveyor for one trolley to stop. Casting station The function of anode casting station is to fix the cleaned guide rod and anode together, so as to use in the aluminum electrolysis process. Guide rod cleaning station It is used to clean the surface of the aluminum guide rod to remove impurities from the surface. 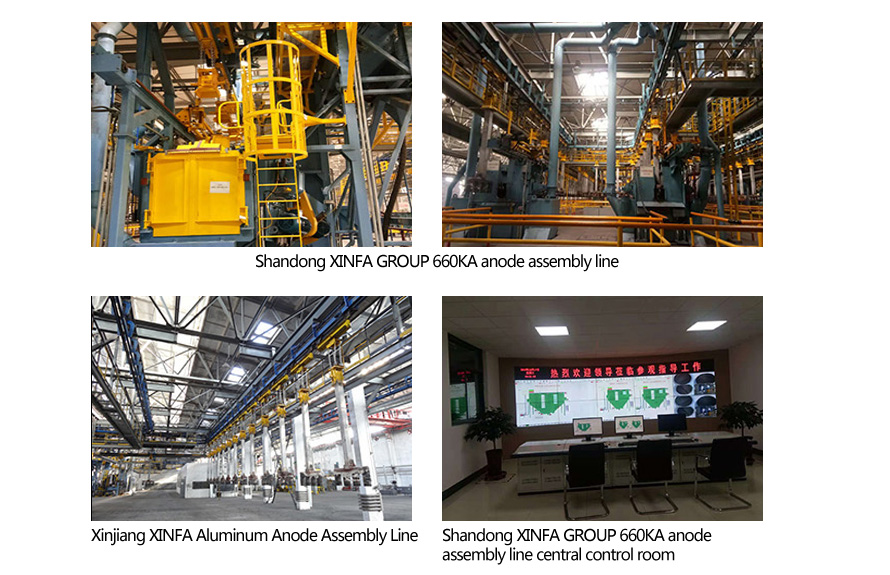
XINFA 660KA rodded anode assembly line: The rodded anode assembly and transportation line is used to complete the automatic transportation between various processes. The butts group will complete electrolyte cleaning, shot blasting, pressure stripping, ferrophosphorus ring press stripping, guide rod inspection, steel claw alignment, steel claw shot blasting, guide rod straightening, guide rod re inspection, graphite coating, steel claw drying, anode casting, and guide rod cleaning from loading station to discharge station one by one.
Loading and discharge station The function is to load six groups of butts onto the conveyor line, or to discharge six new anode groups from the conveyor line. Six groups of butts transferred by trailer to workshop in one tray. The arrangement of anodes on the tray is 2x3. The long direction of the anode is parallel to the long direction of the tray. Electrolyte cleaning station The electrolyte cleaning machine will clean up the solidified electrolyte on butts, after it is removed from the electrolysis workshop and cooled. Butts shot blasting station butts group will be transferred from the electrolyte cleaning station to the blasting station. The steel shot blasting machine is used for cleaning it. Conveyor chain at the entrance of the equipment will transfer butts group to cleaning station. 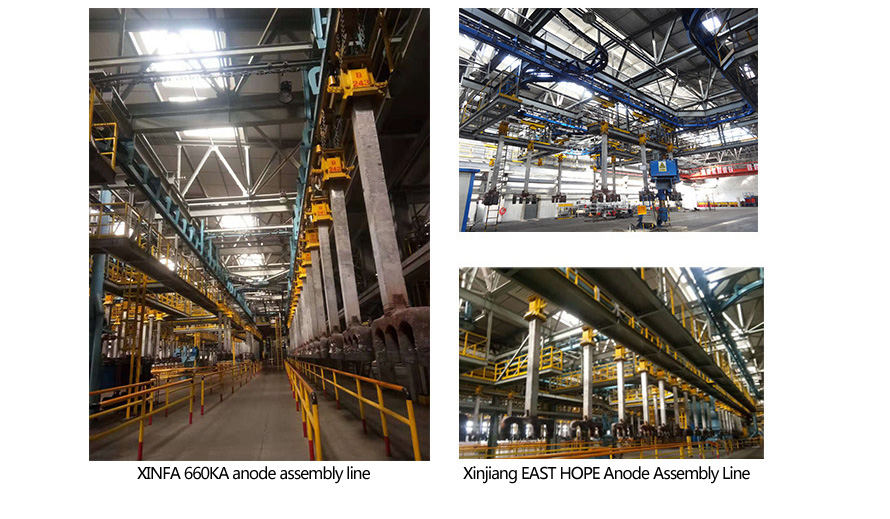
Brief description of carbon block cooling line in Phase III of XINFA: Overhead cooling and conveying line for green anode is used for cooling, conveying, and grouping of green anode carbon blocks after vibro compacting. Plate conveyor will group the cooled carbon blocks that is qualified, with N blocks in each group. Then it will be picked up and stacked by a stacking crane. The conveyor line is controlled by electrical control system, which consists of a central controller PLC in the electric control room and electrical detection and execution equipment on-site. The operation station is installed on the site, the operator can manual operate relevant equipment with it.
|

